Der
große Moment! Wie erhofft trennt sich das Urmodell von der Form. Beide
Urmodelle sind komplett unbeschädigt und könnten sofort wieder abgeformt
werden.
Nach dem Entgraten der Formkanten werden die Passungen überprüft.
Tatsächlich passt das CAD mit der Wirklichkeit überein :-).
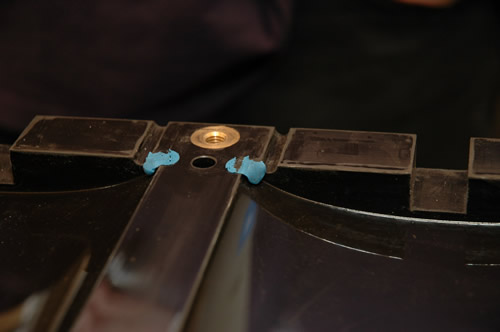
Der
zweite große Moment. Passen die Formhälften übereinander???
Anhand der Plastilinhaufen lässt sich die Überdeckung gut kontrollieren.
Sie passt exakt! Gute Arbeit, Bodo.
Trotz
der Größe der Formen lassen sie sich noch relativ gut handeln. Hier
wird bereits die erste Schicht Trennmittel aufgebracht. Tja, vielleicht entstehen
Ostern schon die ersten Flächen.
Die
Vorbereitungen sind in vollem Gange. Die Beplankungen werden zusammengepuzzelt
und verschliffen. Für die "Serienproduktion" liefert die Fa.
Thomabalsa uns leichtes Sandwichholz mit 1,2mm Stärke. Das Material wird
auf unseren Wunsch einteilig (2500mm) geliefert.
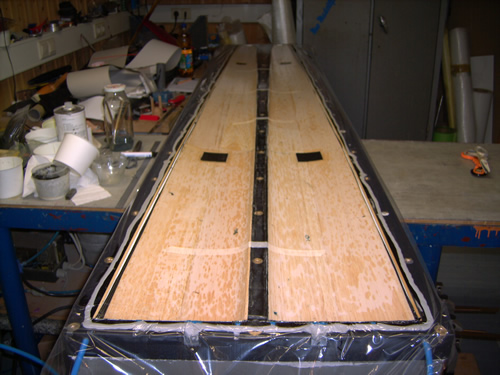
Das
Beplankungsmaterial ist passend zugeschnitten und mit Auschnitten für die
Servos versehen. Die Formen sind bereits mit 2-K Lack lackiert.
Hier
wird gerade das Glasgewebe(G54) für die Deckschicht zugeschnitten. Idealerweise
lassen sich die Zuschnitte mit dem Rollenmesser auf einer Gummimatte machen.
Die
Kohlegewebe sind auch bereits geschnitten. Die gesamte Außenlage besteht
aus 200g CFK. Das erste Drittel ist nochmals verstärkt.
Auch
das Holmstegmaterial ( Balsa senkrechtgefasert) muss beschichtet werden. Die
Schleifarbeit hat Ralf Solinske in gewohnt präziser Art für uns erledigt.
Danke! An der Wurzel ist die Platte 24mm breit und läuft auf 3 mm aus.
Das Balsa ist mit 200g Glasgewebe komplett beschichtet. Im inneren Bereich liegt
das 200g Gewebe doppelt. Die Stegbeschichtung ist anhand der Berechnungen von
Christians Software ausgeführt.
Hier
ist die erste Lage Glas und das 61er Aramid als Elasticflap in der Form. Gaaanz
wichtig natürlich - das Logo ;-)
Nach
dem die Kohlefaserlage einlaminiert wurde kommt der Balsastützstoff. Dieser
wird mit Kreppband positioniert. Dann wird die Folie aufgelegt und abgesaugt.
Die
Ausschnitte für die Ruder und das Holmmaterial sind fertig.
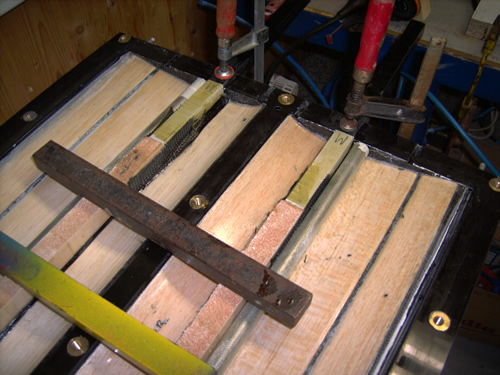
Hier
ist bereits die Steckung fixiert. Diese wird in einem Arbeitsgang mit den Rovings
NF 24 ( 53Stk. an der Wurzel) und dem Stegmaterial eingeklebt. Gleichzeitig
werden die Ballastrohre mit verbaut.
Das
Bild zeigt die Alumusterrippen, die als Schablone für die noch anzufertigen
Rippen dienen. 5 Rippen, bestehend aus beschichtetem Balsa, werden in die Flächen
eingebaut. Hierdurch sollen die auftretenden Torsionsbelastungen aufgefangen
werden.